Alain Bouquet - Le programme Manhattan
4 - Oak Rige: la séparation de l'uranium 235
<Attention: ces pages ne sont plus mises à jour car le site a déménagé. Il se trouve désormais à: Pensez à mettre à jour vos signets et bookmarks! |
Champs, Noyaux & particules
Radioactivité
Noyaux, protons et neutrons
- Noyau atomique: Rutherford
- Noyau atomique: Bohr, Soddy et Moseley
- Noyau atomique: Aston et Rutherford
- Neutron: Chadwick
- Neutron: Joliot-Curie
- Neutron: Fermi
Intruments, accélérateurs et détecteurs
Mécanique quantique
- Mécanique ondulatoire
- Formalisme quantique
- Applications
- Théorie quantique des champs
- Électrodynamique quantique
Fission nucléaire
Fusion nucléaire
Particules en tout genre
- Pourquoi enrichir l'uranium?
- Le site X : Oak Ridge
- X-10 : le réacteur pilote
- Y-12 : l'usine de séparation électromagnétique
- K-25 : l'usine de séparation par diffusion gazeuse
- S-50 : l'usine de séparation par diffusion thermique
Pourquoi enrichir l'uranium?
Lien entre facteur de reproduction k et pourcentage F d'uranium
Réaction en chaîne implique facteur de reproduction k > 1
Bloc d’uranium contenant une fraction F d’uranium 235 (et donc 1-F d’uranium 238)
Un neutron peut interagir avec un noyau d'uranium 235 (probabilité F) ou un noyau d'uranium 238 (probabilité 1-F), et soit être capturé (section efficace de capture ) soit provoquer une fission (section efficace de fission)
Chaque fission entraîne ν neutrons secondaires par fission, et donc ν [σf/σtotal] neutrons secondaires par neutron initial:

d'où une section efficace totale σtotal = F [σf235+σc235] + (1-F) [σf238+σc238]
Le facteur de multiplication k, rapport du nombre de neutrons entrants sur le nombre de neutrons sortants, est donc:

Les sections efficaces de fission et de capture varient fortement avec l’énergie des neutrons, et deux cas extrêmes sont à distinguer:
- Pour un réacteur : neutrons lents (thermiques)
- Pour une bombe : neutrons rapides
Les paramètres physiques (mesurés progressivement à partir de 1941) sont:
| Neutrons secondaires | Section efficace de fission | Section efficace de capture | |
|---|---|---|---|
U235 rapide |
2.64 | 1.235 |
0.089 |
| U235 lent | 2.42 | 584.4 | 98.81 |
| U238 rapide | 2.65 | 0.308 | 2.661 |
| U238 lent | 2.45 | 0 | 2.717 |
À partir de ces nombres, on peut tracer l'évolution du facteur de reproduction k en fonction de l'enrichissement F en uranium 235, aussi bien pour la fission rapide que pour la fission lente. Cela donne la figure suivante:

Facteur k de reproduction en fonction de l'enrichissement
Une réaction en chaîne correspondant à k>1, on constate immédiatement qu'il est impossible d'en entretenir une avec des neutrons rapides (requis pour une bombe) si l'enrichissement est inférieur à 50%
Pour une fission lente (réacteur, mais on peut bien sûr réaliser un réacteur avec des neutrons rapides), le seuil est nettement plus bas. On peut agrandir la partie gauche de la figure précédente:

L'uranium naturel contient 0.72% d'uranium naturel. ke facteur de reproduction infini est alors de 1.27 permettant - en théorie -l'entretien d'une réaction en chaîne avec de l'uranium naturel et des neutrons lents (ralentis par un modérateur). En pratique, il y a de très nombreuses causes de pertes de neutrons dans le modérateur, par capture sans fission par l'uranium, ou sortant du volume du réacteur. Pour compenser cela, il est aujourd'hui habituel d'enrichir l'uranium à 3% ou 4% pour avoir une marge de manoeuvre, permettant par exemple d'utiliser l'eau légère comme modérateur, malgré son efficacité à capturer des neutrons. Il est par contre inutile d'enrichir l'uranium au delà de 4 à 5% (sauf usage militaire).
⇒ les réacteurs nucléaires commerciaux utilisent de l’uranium faiblement enrichi.
⇒ les réacteurs militaires (sous-marins américains en particulier) utilisent de l’uranium enrichi à 50% → cela leur donne une plus grande compacité et une autonomie supérieure.
Le site X : Oak RIdge
Nommé le 17 septembre 1942, Groves acquit dès le lendemain 1250 tonnes de minerai d’uranium d’origine belge, stockées à Staten Island. Le 19, il acquit 210 km2 de terrain au bord de la rivière Clinch dans le Tennessee près de la petite ville d’Oak Ridge pour le futur site X destiné à la séparation isotopique. Le 26, il obtint que le programme Manhattan ait une priorité absolue en ce qui concerne le recrutement de personnel et la fourniture de matériaux. Le 5 octobre, il rencontra les principaux scientifiques au Met Lab à Chicago et leur laissa moins d’une semaine pour figer les plans des futurs réacteurs de production de plutonium, et il entra immédiatement en pourparlers avec la firme DuPont de Nemours pour leur réalisation (le site finalement choisi fut le site W, Hanford dans l’état de Washington). Il reprit l’idée d’Oppenheimer d’un petit laboratoire d’étude de la fission rapide, l’amplifia considérablement en lui attribuant aussi la conception et la réalisation des armes, décida le 12 octobre de l’installer à l’écart de toutes les autres installations, et il en confia le 15 octobre la direction à Oppenheimer, choix validé le 19 par Bush. Ce fut le site Y, qu’Oppenheimer choisit le 16 novembre d’installer à Los Alamos au Nouveau Mexique.
À la différence d’Oak Ridge et de Hanford, le site Y n’avait pas de gros besoins en matière d’alimentation électrique. Mais il devait être isolé des regards, car on y concevrait des bombes, et être aussi loin que possible des côtes pour être hors de portée des Allemands et des Japonais (qui avaient peu avant bombardé des villes côtières à partir de sous-marins). Le choix initial de Jemez Springs au Nouveau- Mexique, trop confiné et sans route d’accès utilisable, fut rejeté au profit de Los Alamos, dans une région qu’Oppenheimer connaissait bien pour y passer des vacances depuis plusieurs années dans son ranch de Perro Caliente. L’Armée acquit en février 1943 le site d’un internat de garçons, la Los Alamos Ranch School, ainsi que tous les terrains environnants.

L’emplacement des principaux sites du programme Manhattan.
Le site
Le site d’Oak Ridge au Tennessee avait été repéré dès le 24 avril 1942 par l’OSRD comme un endroit favorable pour y installer les usines de production d’uranium et de plutonium : peu peuplé mais cependant facilement accessible par la route et le rail, une alimentation électrique très importante (les dizaines de barrages de la Tennessee Valley Authority) et de l’eau en quantité suffisante pour le refroidissement de toutes les installations, en raison du passage de la rivière Clinch (un affluent de la rivière Tennessee) au fond de la vallée. Mais ce n’est que le 19 septembre, le lendemain de sa prise de fonctions, que le général Groves donna l’ordre d’acquérir le terrain. Le 10 décembre, cependant, il fut décidé que les réacteurs et les usines de séparation du plutonium seraient installés à un endroit différent de celles de séparation de l’uranium. Quant à l’emplacement du réacteur pilote et de son usine associée, les physiciens du Met Lab voulurent les installer dans la forêt d’Argonne, à 40 km de Chicago, mais Groves préféra les installer aussi à Oak Ridge. Le Laboratoire National d’Argonne est cependant aujourd’hui l’un des plus importants laboratoires de recherche des États-Unis.

La région d’Oak Ridge aujourd’hui : en A, le réacteur pilote X-10 au bord de la rivière Clinch, au centre de l’image la ville- champignon d’Oak Ridge, en haut à droite, la ville de Clinton et en bas à droite Knoxville
Le complexe d’Oak Ridge était avant tout destiné à produire l’uranium 235, mais il y eut aussi un site pilote pour le plutonium. Il rassemblait trois groupes d’usines le long de la vallée, très éloignées les unes des autres (et des zones résidentielles) par sécurité. L’usine de séparation électromagnétique Y-12 était la plus proche de la ville d’Oak Ridge, mais séparée par une crête. Le réacteur expérimental X-10 et son usine de séparation chimique du plutonium se trouvaient un peu plus au sud-ouest, tandis que l’usine de séparation par diffusion gazeuse, K-25, était nettement plus à l’ouest. Plus tard, l’usine de séparation par diffusion thermique, S-50, fut ajoutée à l’extrémité ouest de la zone.
La population d’Oak Ridge passa en quelques mois de 3 000 à 13 000 personnes, puis à 45 000 au début 1944 avant d’atteindre 75 000 personnes à la fin de la guerre, devenant la 4° ville du Tennessee (sans jamais figurer sur les cartes). Une ville préfabriquée sortit de terre, complète avec ses routes, ses logements, ses commerces, ses services, et bien sûr ses usines. Il est souvent dit que Oak Ridge consommait 15% de la production totale d’électricité des États-Unis (pour alimenter les aimants des calutrons de Y-12 et les pompes de K-25). Cette prodigieuse consommation d’énergie fut d’ailleurs un argument pour l’installer à proximité des barrages tout neufs de la Tennessee Valley Authority. La construction des usines commença très vite (dès le 2 février 1943 pour X-10, le 18 février pour Y-12, le 21 octobre pour K-25, et le 18 juin 1944 pour S-50), mais les usines de séparation de l’uranium ne fonctionnèrent correctement qu’après avoir surmonté de très grandes difficultés.

Carte du site d’Oak Ridge (appelé Clinton Engineer Works à l’époque du Manhattan Engineer District).
Clinton est le nom d’une petite ville du Tennessee située à une dizaine de kilomètres au nord-est d’Oak Ridge, également sur la Clinch River.
Chronologie

Une ville secrète
 Mirador à l'entrée d'Oak Ridge
Mirador à l'entrée d'Oak Ridge
 Contrôle de police à l'entrée d'Oak Ridge
Contrôle de police à l'entrée d'Oak Ridge
 Ecole à Oak Ridge
Ecole à Oak Ridge
 Oak Ridge, sortie du travail
Oak Ridge, sortie du travail
 Oak Ridge, en attendant le bus
Oak Ridge, en attendant le bus
 Oak Ridge, tableau de contrôle
Oak Ridge, tableau de contrôle
Grand nombre de femmes employées, venant le plus souvent des environs immédiats (Tennessee)
Le réacteur pilote X-10
La première installation à entrer en fonctionnement fut le réacteur expérimental X-10. Les explications quant à son nom sont contradictoires : le X pourrait correspondre au nom de code du site (site X, Hanford étant le site W et Los Alamos le site Y), mais pourquoi le 10 ? Peut-être parce que X=10, ou parce que les coordonnées du réacteur sur le plan de Oak Ridge étaient [X,10] ou sans aucune raison.
À l’automne 1942, un peu avant la mise en route de CP-1, le Met Lab de Chicago avait prévu la construction d’un second réacteur à Argonne et opté pour le projet « Mae West » de réacteur refroidi par hélium. À leur entrée dans le programme nucléaire, les ingénieurs de DuPont optèrent eux aussi pour ce projet, classant en deuxième position un réacteur à eau lourde en soutenant la réalisation rapide d’une usine de production d’eau lourde (finalement construite en 1943 à Trail au Canada, celle-ci en produisait 6 tonnes par an). Le bismuth et l’eau « légère » étaient classés aux troisième et quatrième rang. Mais les priorités changèrent quand Fermi montra qu’il parvenait à un facteur k de multiplication neutronique nettement plus élevé qu’espéré avec l’uranium naturel et le graphite comme modérateur. Un réacteur refroidi par eau sembla dès lors viable aux physiciens, malgré la perte de neutrons dans l’eau de refroidissement. Mais les ingénieurs de DuPont préféraient un réacteur refroidi par air et Greenewalt opta alors pour la réalisation d’un réacteur pilote de ce modèle pour préparer les caractéristiques des réacteurs de production de Hanford, et pour mettre au point les techniques de séparation industrielles du plutonium à partir de l’uranium irradié.

Oak Ridge, le réacteur pilote X-10
Conçu par Alvin Weinberg, X-10 fut ainsi un réacteur expérimental, auquel était jointe une usine pilote de séparation du plutonium. Son cœur était un cube de 500 tonnes de graphite, de 6 m de côté, percé par 1 248 barres cylindriques en aluminium, remplies de « crayons » d’uranium de 10 cm de long et 2.5 cm de diamètre chacun dans un emballage d’aluminium, et entouré d’un blindage de plusieurs mètres de béton et d’acier. La puissance du réacteur était initialement de 500 kW, puis elle fut portée à 1 MW puis 1.8 MW début 1944, avant d’atteindre 4 MW en juillet 1944. Cette puissance relativement faible permettait de le refroidir par air et d’éviter les problèmes de corrosion, bien que des projets de refroidissement par eau ou par hélium aient été envisagés. Wigner avait souhaité le refroidir par eau et porter sa puissance à 10 MW afin de mieux ressembler à ceux en construction à Hanford, mais cela en aurait retardé la mise en route. En modulant le refroidissement, il était possible de mesurer la diminution de la réactivité quand la température augmentait.
À éclaircir : CP-1, X-10 et les réacteurs de Hanford semblent tous avoir à peu près la même quantité de graphite (380, 500, 2500 tonnes) et d’uranium (?) malgré des puissances allant du watt à la dizaine de kW et à la centaine de MW. Quelle est la cause de la différence de puissance ? Quelle est la relation entre taille/masse critique, taille/masse du cœur et puissance du réacteur ? Et comment cela varie-t-il selon le choix du modérateur ou selon l’enrichissement de l’uranium (0.7%, 3%, 80%) ?

Schéma du réacteur pilote X-10
La firme DuPont avait accepté le 4 janvier 1943 de réaliser le réacteur conçu au Met Lab, et il fut mis en chantier dès le 2 février. La construction avança rapidement et le réacteur fut mis route le 4 novembre 1943 en présence de Fermi. Le Met Lab de Chicago fut responsable de son fonctionnement. C’est lui aussi qui avait usiné les blocs de graphite de 10 cm x 123 cm à partir des 700 tonnes de graphite fourni par Union Carbide (avec une pureté de 0.5 ppm de bore). Une des principales difficultés rencontrées fut la fabrication par Alcoa des tubes d’aluminium contenant les cylindres d’uranium (10 cm sur 2.5 cm), les soudures lâchant trop souvent au début.

Oak Ridge, salle de commande du réacteur pilote X-10
Le toit de béton était percé pour laisser passer une colonne de graphite de 1.4 m de côté et près de 2 m de haut, baptisée la « colonne thermique » car les neutrons qui s’en échappaient y étaient thermalisés. Elle constituait ainsi une source intense de neutrons lents permettant de pratiquer diverses expériences de physique nucléaire sur le toit du réacteur. Arthur Snell y vérifia que 30 tonnes d’uranium naturel ne pouvaient pas devenir critiques même arrosées d’un flux de neutrons thermiques (k ~ 0.2).
Des expériences de réactions en chaîne (convergentes) furent menées par Alvin Weinberg en 1944 autour de la colonne thermique sur le toit de X-10 pour déterminer le facteur de multiplication k dans un arrangement optimal (presque jointif) de barres d’uranium immergées dans l’eau légère. Ces expériences, semblables dans leur principe aux piles exponentielles de Fermi deux ans plus tôt, montrèrent que l’on pouvait approcher très près de k ~ 1 (il dit 0.99 dans ses mémoires), contrairement aux estimations k < 0.9 de 1942, en raison du facteur de fission rapide qui avait été négligé et d’une réévaluation de la section efficace des neutrons sur l’hydrogène et l’uranium. Cela conduisit Weinberg dès le 18 septembre 1944 à proposer un réacteur utilisant de l’uranium faiblement enrichi (0.8% ?) refroidi et modéré par l’eau légère. Inconvénient prévisible : un rendement relativement faible car l’eau doit rester liquide et donc, même en utilisant de l’eau sous haute pression, la température de fonctionnement ne pouvait guère dépasser 300°C, d’où un rendement maximal de 1-T1/T2 = 1-300/600 = 0.5 (en pratique, en raison de pertes diverses, il dépasse à peine 30%). Avantage : un tel réacteur serait beaucoup plus compact que les réacteurs modérés par le graphite alors en construction car le libre parcours moyen des neutrons est 5 fois plus court dans l’eau que dans le graphite.
Peut-on en déduire que le volume est ~100 fois plus faible ? Quelques chiffres : une centrale PWR de 1GWe (3 GWt) contient ~ 100 tonnes d’U (enrichi à 3%), soit 5 m3, et ~ 20 t d’eau, soit un volume total du cœur de 25 m3 sous forme d’un cylindre de 4 m de haut et 3 m de diamètre. X-10 avait 500 tonnes de graphite sous forme d’un cube de 6 m de côté, soit 220 m3. Le cœur du réacteur B d’Hanford avait un volume de 1000 m3 environ.
Ross Gunn et Philip Abelson visitèrent Oak Ridge en 1945, et ils s’intéressèrent beaucoup aux résultats de Weinberg sur cette possibilité de réaction en chaîne avec de l’uranium enrichi et de l’eau légère, qui rejoignait leur objectif constant depuis plusieurs années. Un échangeur de chaleur produirait de la vapeur sous pression pouvant actionner une turbine pour fournir de l’électricité, ou propulser un navire.
Le réacteur X-10 était destiné à explorer la fabrication de plutonium par irradiation de l’uranium 238 par les neutrons de fission de l’uranium 235. L’idée était donc de laisser l’uranium assez longtemps pour qu’une quantité « suffisante » de plutonium 239 ait été formée, mais « pas trop longtemps » car celui-ci se transformerait à son tour en plutonium 240 inutile (et en fait nocif). La durée optimale était estimée à quelques semaines, au terme desquelles de nouvelles barres d’uranium étaient insérées par l’avant, repoussant les anciennes qui tombaient par l’arrière dans l’eau, où elles restaient plusieurs semaines, le temps que la radioactivité des produits de fission à courte vie décroisse. Elles étaient ensuite transportées vers l’usine de séparation où le plutonium était extrait par manipulation à distance. Il n’y avait que très peu de plutonium dans ces barres (moins de 250 ppm). La méthode d’extraction fut mise au point dans les premiers mois de 1943 par Glenn Seaborg (alors que l’usine était déjà en construction). Les barres étaient dissoutes dans l’acide nitrique (mêlé d’acide sulfurique) et l’uranium et le plutonium étaient séparés des autres éléments (en particulier les produits de fission) en les précipitant par du phosphate de bismuth. Puis le plutonium était séparé de l’uranium dans une seconde étape utilisant de l’acide nitrique et du fluorure de lanthane. Ce procédé fut remplacé, bien après la guerre, par l’actuel procédé PUREX.

Oak Ridge, face avant du réacteur pilote X-10
Le 30 décembre 1943, 1.5 milligrammes de plutonium furent envoyés au Met Lab de Chicago. À ce moment- là, la quantité totale de plutonium dans le monde était de 2.5 mg, produits par les cyclotrons. À partir de mars 1944, les envois à Chicago et à Los Alamos se comptèrent en grammes, puis en dizaines de grammes par mois, finissant par totaliser 326 grammes quand les opérations s’arrêtèrent en décembre 1944, Hanford prenant la suite pour fournir les kilogrammes nécessaires aux bombes. Le Met Lab cessa d’être responsable des opérations à X-10 dès le 1er juillet 1945, la société Monsanto lui succédant à cette date. Le plutonium fourni par X-10 permis au printemps 1944 à Emilio Segrè de découvrir le taux très élevé de fission spontanée du plutonium 240 produit avec le plutonium 239.
Y-12: l'usine de séparation électromagnétique
Bien que la direction du programme Manhattan ait donné fin 1942 la priorité à la diffusion gazeuse comme méthode de séparation isotopique de l’uranium 235, Lawrence ne s’avoua pas battu et nombreux d’ailleurs étaient ceux qui misaient sur la séparation électromagnétique. Lawrence continua à Berkeley ses expériences avec les prototypes de calutrons pour mettre au point des sources multiples d’ions, des collecteurs performants et la meilleure insertion des cales (shims). Des recherches étaient aussi poursuivies sur la meilleure disposition des aimants et sur la focalisation des faisceaux d’ions, conduisant à une disposition en « pistes » des calutrons alignés en ovale tout autour d’un grand aimant.
Un peu de calcul:
Principe du spectromètre de masse
- Ion de masse m et de charge q accéléré par potentiel V → vitesse v = [2qV/m]½
- Champ magnétique uniforme B → trajectoire circulaire de rayon R = mv/qB = √m [2V/q]½ /B
- Ions de même charge et de masse différente → rayons différents
Uranium : vapeur à 2500°C, impraticable → tétrachlorure UCl4 gazeux à 600°C
Fonctionnement en continu: ionisation, accélération, sélecteur de vitesse (jets ± monocinétiques), champ magnétique, collecteurs pour U235 et U238
Quantitativement [avec UCl4]
- R = [2mV/q]½ /B ,
- masse m = (377 ou 380)/6*1023 g,
- charge q = 1,6*10-19 C,
- voltage V = 30 kV (→ vitesse 100 km/s),
- champ B = 0,34 T ⇒ R = 1,424 et 1,430
⇒ écart de 12 mm seulement entre les faisceaux! Difficile de l’augmenter : on a déjà une chambre à vide de 3 m de diamètre dans l'entrefer de l'aimant. De plus, assurer champ magnétique B intense et uniforme sur une aussi grande surface exige detrès gros aimants et donc une très forte puissance électrique.
L'objectif étant de séparer une grande quantité d’uranium en peu de temp, il n'est pas difficile de se rendre compte des problèmes: par exemple, un grand nombre d’ions doit circuler chaque seconde dans la chambre (l'intensité I du courant passa de 1 mA en 1942 à 100 mA en 1945), mais cette forte densité d’ions de même charge les entraîne à se reposser mutuellement (problème de charge d’espace) et donc à un élargissement de chacun des deux faisceaux et de ce fait à leur chevauchement. L'efficacité de la séparation en est réduite d'autant. D'autre part, une grande vitesse est requise des ions pour diminuer le diamètre de la chambre (R est proportionnel à √V). Pour cela, il faut un fort voltage V et donc une forte puissance électrique P = VI pour chaque source
Quantitativement:
- courant d’ions limité à 1 mA = 6,24*1015 ions/seconde
- un ion = un atome U235 = 235/6,02*1023 g
- donc 1 mA = 2,43 µg/s = 210 mg/jour par chambre (et par source)
Pour obtenir 50 kg d'uranium 235, il faut 240 000 jours – ou 60 jours avec 1000 chambres à 4 sources chacune. C'est à peu près ce que Lawrence exigea pour l'usine Y-12 d'Oak Ridge.

Oak Ridge : l’usine de séparation électromagnétique Y-12
Conçue par le bureau d’ingénierie Stone & Webster de Boston, sur les idées de Lawrence, l’usine Y-12 de séparation électromagnétique fut construite et exploitée par Tennessee Eastman (une filiale de Kodak). Sa conception fut finalisée lors d’une réunion le 17 mars 1943 à Boston, où fut décidée l’addition d’un second étage d’enrichissement, dit « bêta » (le premier étage devenant « alpha »). Les plus grandes entreprise industrielles furent mises à contribution : les calutrons furent fabriqués par Westinghouse, les aimants par Allis-Chalmers, l’alimentation électrique par General Electric. Par manque de cuivre, on fit appel à l’argent, en empruntant au Trésor 13 300 tonnes de ce métal (pour une valeur de 300 millions de dollars à l’époque, 3 milliards aujourd’hui), 99.96% de cet argent put être restitué après la guerre. L’uranium était fourni sous forme de tétrachlorure UCl4 gazeux injecté dans les calutrons. Le phosgène COCl2, un gaz de combat hautement toxique, étant un sous-produit de la fabrication par la réaction à chaud du tétrachlorure de carbone sur l’oxyde d’uranium, cela permit de camoufler la production d’uranium derrière celle de gaz de combat.

Calutrons à Oak Ridge : une piste « alpha »
Le champ magnétique créé par un énorme aimant XAX, version très agrandie du prototype XA de Berkeley, servait à plusieurs chambres de séparation. Chaque « piste » alpha était formée de 96 unités en forme de C entourant un aimant, et juxtaposées en un ovale de 37 m de long, de 23 m de large et près de 5 m de haut, ressemblant à un hippodrome d’où leur nom de « piste » (track). Le premier aimant XAX commença à fonctionner pendant l’été 1943, et la première piste alpha de 96 unités fut terminée en octobre. Mais elle se heurta vite à de nombreux problèmes : le fonctionnement en était rendu très difficile par l’emploi de forts champs magnétiques, d’un vide poussé, et de très hautes tensions dans un ensemble interconnecté très complexe. Comme on était passé directement du laboratoire à l’usine, de très nombreux problèmes survenaient chaque jour. Les chambres à vide souffraient de fuites, leurs parois se déformaient sous la pression du champ magnétique intense, les soudures lâchaient, les circuits électriques eurent des faiblesses répétées, et les opérateurs hâtivement formés commettaient des erreurs. Plus grave encore, les aimants subirent des défaillances dues à la rouille et à des dépôts dans l’huile de refroidissement. On se rendit également compte qu’à la sortie du spectrographe, l’uranium s’incrustait profondément dans les receveurs. On dut très vite les plaquer de cuivre, que l’on dissolvait ensuite dans l’acide pour récupérer l’uranium. Dans les calutrons bêta, on utilisa des receveurs en carbone, que l’on brûlait ensuite. Il fallut fabriquer 250 receveurs par jour.

La coque en forme de C de l’une des 96 chambres d’un calutron alpha
Mais avant même la mise en route de la première piste, les physiciens de Los Alamos indiquèrent en juillet 1943 qu’ils révisaient fortement à la hausse la masse critique d’uranium 235, et Lawrence fit le siège de Groves pour multiplier les « pistes », et pour installer des sources multiples dans les calutrons. En août, Groves décida de doubler le nombre de pistes alpha (passant à 4), d’y installer les sources initialement prévues, puis d’installer des sources multiples dans un deuxième temps.
La deuxième piste alpha fut mise en ligne en janvier 1944, mais les problèmes de maintenance étaient aussi graves et elle fonctionna de façon sporadique. Elle permit de fournir 200 g d’uranium (enrichi seulement à 10-12% d’uranium 235) à la fin de février, livrés peu après à Los Alamos pour en étudier les propriétés. Quatre pistes fonctionnaient en avril 1944 (avec quatre mois de retard sur le planning). Elles utilisaient deux sources d’ions, puis cela fut porté à 4 (d’abord dans les nouvelles pistes, puis en retrofit dans les anciennes). Lors d’une réunion critique le 4 juillet 1944, quand l’uranium 235 sembla la seule voie ouverte après la découverte du taux excessif de fission spontanée du plutonium 240, Lawrence proposa de construire de nouvelles pistes, et de porter à 30 le nombre de sources dans un nouveau type de calutron que Westinghouse et General Electric pourraient construire. Finalement, Y-12 comprit 5 puis 9 pistes « alpha », soit 864 calutrons, permettant d’isoler chaque jour 260 g d’uranium enrichi à 10% en uranium 235. Les pistes alpha furent complétées par 6, puis 8, pistes « bêta » similaires (288 calutrons) mais rectangulaires pour simplifier la construction, qui servirent de deuxième « étage » d’enrichissement. Comme elles processaient des quantités d’uranium plus faibles, elles purent être plus petites, avec 36 chambres seulement. Les premiers calutrons bêta furent mis en ligne à partir du 11 mars 1944, mais eux aussi se montrèrent décevants : les faisceaux manquaient de résolution et la conception dut être revue.
Les calutrons survivants de Beta 3 aujourd’hui
Après beaucoup d’efforts, en novembre 1944 les calutrons bêta permirent d’isoler 40 g par jour d’uranium, enrichi à 85% en uranium 235. La production atteignit 90 g par jour en décembre puis 200 g par jour en janvier 1945. Cela permit d’estimer que 40 kg d’uranium seraient disponibles au 1° juillet 1945.
Il fallut aussi former d’urgence, en quelques semaines, des centaines de techniciens et d’opérateurs (souvent des opératrices d’ailleurs) très qualifiés. Les effectifs de Tennessee Eastman passèrent de quelques 4 000 à plus de 24 000 employés, se relayant par équipes 24 h sur 24, 7 jours sur 7. La sécurité militaire était omniprésente, et les opérateurs ne savaient pas l’effet des boutons et des interrupteurs qu’ils manipulaient, ni ce que mesuraient les nombreux cadrans, et bien sûr ils n’avaient aucune idée de ce que fabriquait cette usine géante d’où apparemment rien ne sortait jamais. Personne ne prononçait le mot « uranium » et des rumeurs furent volontairement diffusées selon lesquelles l’usine fabriquait du phosgène.

Les opératrices dans la salle de contrôle de Bêta 2 à Y-12. Gladys Owens (ici à droite) expliqua après la guerre qu’en raison du secret absolu, elle n’avait aucune idée du rôle des boutons ou de ce qu’indiquaient en réalité les cadrans placés devant elle.
Y-12 était très peu efficace et consommait une énergie électrique monstrueuse. Le prix de revient de l’uranium 235 atteignait alors 1 M$ par kilo. Les calutrons alpha de Y-12 furent arrêtés dès la fin de la guerre, les calutrons bêta plus tard (1946 ?). Cependant, l’effort technologique pour améliorer l’efficacité des calutrons les rendit capables de séparer très facilement n’importe lequel des isotopes stables du tableau périodique. Certains considèrent que le legs le plus important des calutrons fut précisément de permettre au cours des décennies suivantes de disposer de dizaines de kilos d’isotopes purs de la plupart des éléments du tableau périodique, et des les employer en science, en technologie et en médecine.
K-25 : l'usine de séparation par diffusion gazeuse
Principe de la diffusion
La diffusion gazeuse avait été jugée prioritaire en décembre 1942 (sur les recommandations du « comité Lewis ») à la grande fureur de Lawrence, qui défendait « sa » séparation électromagnétique. Les difficultés de réalisation de parois poreuses résistant à l’hexafluorure d’uranium retardèrent longtemps sa réalisation. En août 1943, malgré les efforts de plus d’un millier de chercheurs de Kellex, une filiale de Kelloggs, et de l’université de Columbia, aucun matériau acceptable n’avait pu être mis au point pour les barrières de diffusion. En janvier 1944, Groves décida de modifier le type de barrière, retardant de plusieurs mois la mise en service.
Pourquoi faut-il un très grand nombre de cellules de dissusion en cascade? Un calcul simple le montre:
Le nombre de molécules d'un type donné traversant les pores par unité de temps est simplement:
N = n S v = C n/√m
où S est la surface totale des pores, et les molécules ont une densité n [densité initiale n0, puis n1 après la 1° barrière poreuse…], une vitesse v, et une masse m (C est une constante qui disparaît dans la suite du calcul). Alors:
N1 = C n0/√m ⇒ n1 = N1/V
où V est le volume de la cellule.
⇒ N2 = C n1/√m = C2 n0/V(√m)2
⇒ Nk = C nk-1/√m = Ck n0/Vk-1(√m)k
Le rapport des abondances entre les isotopes 235 et 238 après l'étape k est donc:
xk ≣ Nk(235)/Nk(238) = n0(235)/n0(238) * [m238/m235]k/2
L'enrichissement relatif d'une étape à la suivante est simplement [m238/m235]1/2 = 1,0043 qui ne dépend pratiquement que des masses relatives.
Ce qui nous intéresse est en fait le nombre k d'étapes nécessaires pour obtenir un pourcentage P d'uranium 235, lequel est simplement:
P = xk/[1+xk] .
Le rapport de départ est:
n0(235)/n0(238) = 0,0072/0,9928 ~ 0,0072 (car on utilise de l'hexafluorure ⇒ m238/m235 = 352/349 = 1,0086)
⇒ k = 2 Log[P/0,0072(1-P)]/Log[1,0086]
Il faut donc k = 408 étapes pour enrichir à P = 0.04 (4%) l'uranium en U235, et 1664 étapes pour l'enrichir à P = 0,90 (90%).
En pratique, il y a des pertes et il faut bien plus d’étages que ce calcul naïf: 1200 étages pour passer de 0,72% (uranium naturel) à 4%, et 1800 étages autres étages pour passer de 4% à 90%.
Pour obtenir 1 kg d’uranium 235, il faut partir de 140 kg d’uranium naturel à 0,72% d’uranium 235. À chaque étape du processus d’enrichissement on extrait l’uranium (faiblement) enrichi, qui est injecté à l’étape suivante, on récupère l’uranium (faiblement) appauvri, qui est réinjecté à l’étape précédente de la chaîne
Les volumes traités décroissent en progressant le long de la chaîne, et on pourrait uriliser des cellules de plus en plus petite. mais en fait il est plus simple d’avoir des unités identiques, standardisées, mais en nombre décroissant progressivement.
Remarquons qu'il n'y a pas beaucoup plus d'étapes pour passer de 4% à 90% que de 0.7 à 4%, et comme les volumes traités sont bien plus faibles, il faut beaucoup moins d'unités pour cela. D'où les problèmes de prolifération: une installation enrichissant à 4% peut enrichir à 90% sans changement majeur.
Pour mesurer la production d'une usine de séparation isotopique, il est devenu courant d'utiliser la notion d'Unité de travail de séparation (UTS ou SWU en anglais). Elle est définie par la séparation d’un kg d’uranium en 2 lots de teneur différente en U235, ce qui dépend des teneurs finales. Par exemple, séparer 1 kg d'uranium naturel en 1/140 kg d'uranium à 80% et 139/140 kg à 0,25% requiert ~ 200 UTS.
Pour mesurer l'efficacité d'un procédé de séparation isotopique, on l'exprime en nombre de joules/UTS (ou plus fréquemment de kWh/UTS):
- la séparation électromagnétique exigeait 120 000 kWh/UTS (réduite à 30 000 à la fin de la guerre). En effet, avec une haute tension de 30 kV pour les sources et un courant d’ions de 100 mA (à la fin de la guerre), chaque source exigeait 3 kW. En fait, en raison de pertes, elle exigeait 30 kW en 1944, ramenés à 10 en 1945. Les 1152 calutrons totalisaient près de 4000 sources et requéraient donc 120 MW. De leur côté les aimants utilisaient 4 MW/piste et donc 70 MW pour l'ensembles des pistes alpha et bêta. L'usine Y-12 absorbait ainsi une puissance de ~ 200 MW pour produire 1 200 UTS/mois [6 kg d'uranium à 20%]
- la séparation par diffusion gazeuse ne consommait "que" 8 000 kWh/UTS pour les compresseurs et le refroidissement (car la compression chauffe le gaz). La puissance requise par K-50 était ainsi 80 MW pour 7 000 UTS/mois [35 kg] en 1946
- en comparaison l'usine de diffusion de Tricastin (Eurodif, aujourd'hui arrêtée) exigeait 2300 MW pour produire 1 million UTS/mois et les centrifugeuses modernes ne consomment que de 50 à 100 kWh/UTS.
Parenthèse sur les centrifugeuses modernes
- Hexafluorure d’uranium
- Cylindres de 10 cm sur 150 cm
- Rotation ~ 50 000 t/mn → V = 500 m/s en périphérie ⇒ parois en acier NiCoMo (ou fibre de carbone)
- ⇒ résonances à certaines vitesses critiques (balourds) support magnétique ou à aiguille
- Efficacité proportionnelle à la longueur du rotor et à la vitesse périphérique V4
- Enrichissement ~ 1,055 par étape ⇒ 4% en 30 étapes, 90% en 90
Il y a très peu d’uranium (gazeux) dans chaque rotor. Il faut donc des milliers de rotors fonctionnant en parallèle pour produire des quantités appréciables d'uranium enrichi.
K-25
L’usine K-25 ne sortit de terre que le 21 octobre 1943. Elle fut construite par Kellex, (d’où le K de son nom, et le nombre -25 désigne alors en code l’uranium 235, parce que 92 et 235, de même que 28 désigne l’uranium 238 et 49 le plutonium 239 dans le Los Alamos Primer). C’était le plus grand bâtiment du monde lors de sa construction, et il avait la forme d’un U de 800 m sur 300 m. Il était entouré de très nombreux bâtiments auxiliaires, et 12 000 personnes y travaillèrent. Comme l’usine se trouvait à 17 km de la ville résidentielle d’Oak Ridge, une cité auxiliaire fut bâtie à proximité, surnommée La vallée heureuse par ses 15 000 habitants.

K-25 à Oak Ridge
K-25 ne fonctionna réellement que le 20 janvier 1945 et ne devint pleinement opérationnelle que le 20 février, parce que Chrysler et Union Carbide, les principaux contractants, eurent d’énormes difficultés à mettre au point les 3 000 barrières de diffusion résistant à l’hexafluorure d’uranium et percées de plusieurs millions de trous par cm2 (finalement ils optèrent pour des chambres en acier inoxydable recouvert par électrolyse d’un dépôt de nickel). Pour résister à l’hexafluorure, tubulures, valves et raccords furent recouverts de Téflon (polytétrafluoroéthylène), dont ce fut l’une des toutes premières utilisations. Les pompes consommaient énormément d’énergie, mais 10 fois moins cependant que les calutrons de Y-12 pour la même production d’uranium 235. K-25 servit alors de premier étage d’enrichissement, envoyant sa production à Y-12. Selon le projet initial, les usines auraient dû fonctionner en parallèle et fournir chacune de l’uranium enrichi à plus de 80%. Dès l’été 1943, il avait été envisagé dès que K-25 serve seulement de premier étage en envoyant à Y-12/Beta de l’uranium enrichi à 50%. En raison des difficultés chroniques de K-25, le plan fut révisé : K-25 enverrait son uranium à Y-12/Alpha (au prix de redesign), puis l’ordre fut inversé, puis S-50 fut ajoutée.
K-25 n’eut guère le temps de jouer un grand rôle pendant la guerre, mais elle remplaça ensuite les calutrons de Y-12. Il fallut associer Y-12 à l’usine de séparation gazeuse K-25 et à l’usine de séparation thermique S- 50 pour former plusieurs étages successifs d’enrichissement et obtenir un rendement acceptable.

K-25 à Oak Ridge

La salle de contrôle de K-25 à Oak Ridge
S-50 : l'usine de séparation par diffusion thermique
En mai 1944, la situation du programme nucléaire paraissait catastrophique : la séparation électromagnétique à Y-12 de même que la séparation gazeuse à K-25 se heurtaient à de graves difficultés, et les premiers échantillons de plutonium extraits du réacteur X-10 se révélèrent contaminés en plutonium 240. Cela rendait impossible d’employer avec le plutonium une configuration « canon », et la configuration « implosion » n’était pas du tout maîtrisée. La maîtrise de la séparation de l’uranium devenait donc cruciale.
La diffusion thermique avait été rejetée aux débuts du projet, mais Philip Abelson avait persévéré dans ses recherches, et en 1942 il avait réussi à faire fonctionner, pour le compte de la Marine, un premier prototype au Naval Research Laboratory. Groves l’avait visité le 10 décembre 1942, sans être impressionné, et Bush et Conant avaient jugé en janvier 1943 que sa méthode serait moins efficace que les autres et ils ne l’avaient pas retenue pour Oak Ridge. La Marine continua cependant à soutenir Abelson : pour construire un réacteur compact capable de propulser un sous-marin, de l’uranium enrichi était préférable et elle tenait à en maîtriser la production. La construction d’une usine pilote de 100 colonnes d’enrichissement de 15 m de haut fut entreprise le 1° janvier 1944 au Philadelphia Navy Yard (arsenal où le Naval Turbine and Boiler Laboratory avait une grande expérience des chaudières à vapeur), usine qui fut opérationnelle en juillet.

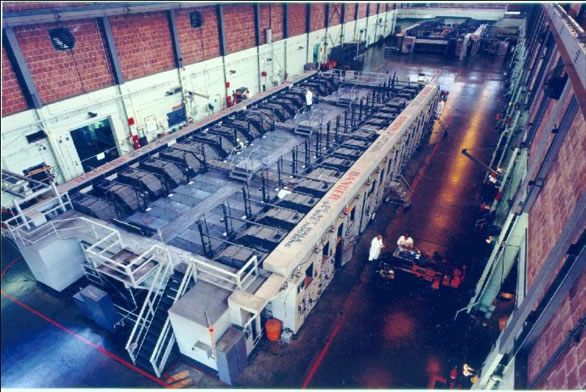
L’usine de séparation thermique S-50 à Oak Ridge (sur la droite, la centrale thermique fournissant la vapeur nécessaire)
Apprenant en avril la situation critique du programme Manhattan, Abelson communiqua à Oppenheimer ses connaissances, qui en fit part à Groves. Après avoir visité le 3 juin l’usine d’Abelson en cours d’achèvement, un groupe d’experts recommanda d’ajouter à Oak Ridge une usine de séparation thermique capable de servir de « premier étage » d’enrichissement pour Y-12. Le 18 juin 1944, Groves signa un contrat stipulant qu’une version agrandie de l’usine d’Abelson devrait être terminée en trois mois. Sur ce modèle, la compagnie H.K. Ferguson construisit en 90 jours une usine de séparation thermique baptisée S-50. Elle avait 2142 colonnes d’enrichissement, et la vapeur provenait de la centrale fournissant l’électricité de K-25. Union Carbide en géra le fonctionnement à partir du 16 septembre et l’usine atteignit son fonctionnement normal à partir de janvier 1945 avec 10 séries (« racks ») de 102 colonnes. Les 21 séries furent opérationnelles le 15 mars. S-50 forma le « premier étage » de l’enrichissement, jusqu’à son arrêt le 9 (ou 15 ?) septembre 1945. L’usine pilote de Philadelphie fournit également 2.5 tonnes d’uranium faiblement enrichi à Oak Ridge, jusqu’à son arrêt en janvier 1946 et son démontage en septembre 1946.
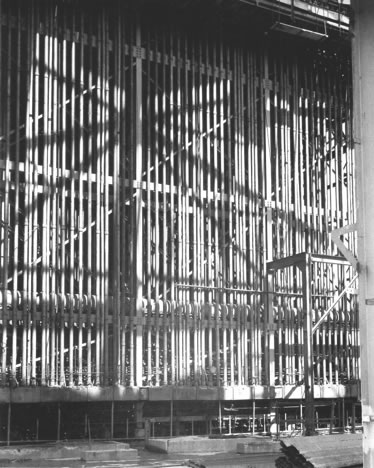
Les colonnes d’enrichissement de S-50 ©DoE
En janvier 1945, les calutrons alpha puis bêta n’arrivaient à fournir que 6 kg d’uranium hautement enrichi par mois, mais quand S-50 entra en fonctionnement, elle enrichit l’uranium à 1% puis 2%, ce qui augmenta le rendement des calutrons, puis K-25 s’intercala le 20 février dans la chaîne en montant l’enrichissement à 2% (initialement) avant de passer la main aux calutrons alpha (enrichissement à 20%) puis bêta (enrichissement à 90%, niveau requis pour une bombe). Fin avril 1945, environ 25 kg d’uranium 235 étaient disponibles. Il fallait 50 kg d’uranium hautement enrichi pour chaque bombe de type « canon ». Autrement dit, il n’y avait en juillet que de quoi faire une seule bombe, celle d’Hiroshima : il n’y eut par conséquent aucun essai préalable ! K-25 fut complètement achevée le 15 août 1945, et S-50 fut alors arrêtée ainsi que les calutrons alpha en septembre 1945. L’uranium était alors enrichi à 20% par K-25 puis envoyé aux calutrons bêta qui l’enrichissait à 90%, et la production atteignait 32 kg d’uranium 235 par mois en octobre 1946.
Le prix de l’uranium 235 tomba à 100 000 $ de 1946 le kilo (soit ~1 M$ de 2010/kg, le prix aujourd’hui étant autour de 10 000 $/kg).
Contact ![]()